英语
英语 日语
日语 中文简体
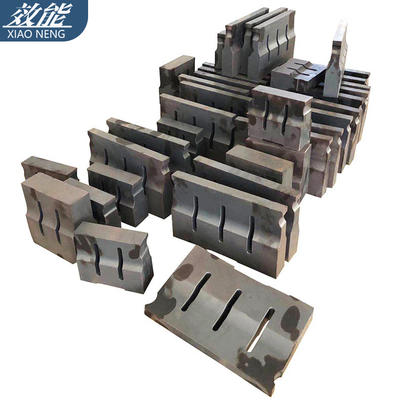
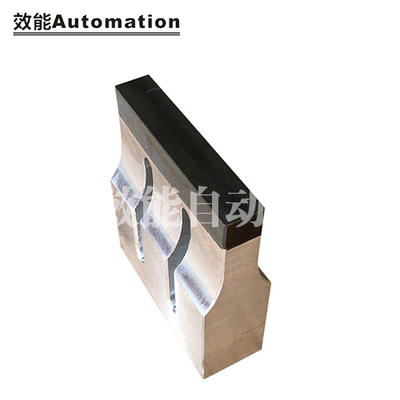
中文简体Ultrasonic Plastic Welding machine includes process parameters such as amplitude, welding time, welding pressure, etc. These process parameters and the joint action between these parameters have an impact on the welding quality.
Ultrasonic plastic welding cannot weld all plastics, which is the biggest limitation of ultrasonic plastic welding. Plastics can be divided into two categories: thermoplastics and thermosets. Thermoplastic molecules have a linear or branched structure, and can be made into a plastic part of a certain shape after heating, softening and melting, and can maintain the shape after cooling. This process can be repeated and reversible. Commonly used thermoplastics are polyethylene, polypropylene, polyamide (nylon) and acrylonitrile (A)-butadiene (B)-styrene (S) terpolymer (ABS). Thermosetting plastics, on the other hand, undergo a cross-linking reaction when heated, and the main chains of the molecules are chemically bonded, eventually becoming a substance that neither melts nor melts. According to the characteristics of the two, ultrasonic plastic welding is only suitable for welding between thermoplastics, not for thermosetting plastics. In addition, fillers (calcium carbonate, glass fiber, aluminum hydroxide, etc.) and additives (fire retardants, plasticizers, lubricants, etc.) in plastic raw materials have a great impact on ultrasonic plastic welding.
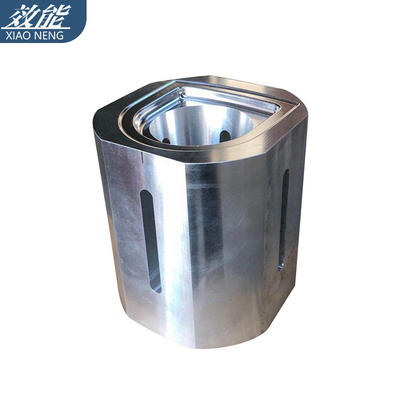
For the ultrasonic plastic welding machine, the welding energy (Welding Energy) is the product of power and time, and the welding power is the product of pressure, falling speed, frequency and amplitude. It can be seen from the working principle of ultrasonic waves that the actual power of ultrasonic waves is not large, the working time is short, and the heat generated is limited, so it is generally only suitable for materials with low melting points (below 400 °C). According to the characteristics of the selected plastics, the process parameters of the ultrasonic plastic welding machine can be effectively adjusted to achieve the ideal welding effect.